Damit medizinische Verpackungen die Sterilität Ihres Inhaltes gewährleisten, müssen sie eine große Anzahl von Anforderungen entsprechen. Eine dieser Anforderungen ist die Dichthaut der Verpackung zu testen.
Es gibt verschiedene Methoden, um die Qualität einer Schweißnaht zu testen. Eine der Hauptmethoden ist der Schältest (oder Peel Test) der zwei Verpackung konstituierenden Materialien. Auf einfache Weise handelt es sich um das Messen der notwendigen Kräfte, um die zwei Materialien zu trennen bzw. um die Öffnungskraft zu ermitteln.
In dem Bereich der medizinischen Verpackungen gilt der Standard ISO 11607 (Validierung von Verpackungsprozessen für Medizinprodukte). Dieser Standard ist die Richtlinie für die Validierung medizinischer Verpackungen und ist für das Erhalten der CE-Kennzeichnung notwendig. In den USA ist er auch FDA-anerkannt. Wenn eine Verpackung dieser Norm entspricht, ist es die Garantie, dass das beinhaltete Objekt bis zu seiner Anwendung steril und geschützt bleibt. Die Hauptanforderungen dieses Standards sind Stabilitätsprüfungen, Resistenztests, Tests der Unversehrtheit und der dynamischen Leistung.
Ein Teil der Norm betrifft die Dichtigkeit der Verpackungsschweißnaht. Insbesondere ist es beantragt ein Schältest der Schweißnaht durchzuführen. Zwei Methoden sind nach diesem Standard akzeptabel:
In Europa : EN868-5 (Anhang D) - Verpackungen für in der Endverpackung zu sterilisierende Medizinprodukte - Teil 5: Siegelfähige Klarsichtbeutel und -schläuche aus porösen Materialien und Kunststoff-Verbundfolie - Anforderungen und Prüfverfahren.
In den USA : ASTM F88 - Standard Test Method for Seal Strength of Flexible Barrier Materials
Diese zwei Methoden sind relativ ähnlich aber unterscheiden sich bei dem Testprozess, die Darstellung der Egebnisse und der Zulässigkeitskriterien.
EN868-5 – Anhang D
Diese Norm besteht auf dem Ausschneiden eines 15mm breiten Streifens mit der Benutzung einer Zugmaschine, um die zwei Materialien zu trennen. Der ausgeschnittenen Streifen muss senkrecht zur Schweißnaht sein. Ein Muster von jeder Schweißnaht der Verpackung muss für Tests in der Mitte der Schweißnaht entnommen werden.
Z.B mit einer Tüte folgender Form:
Die Zugtests werden mit einer Zuggeschwindigkeit von 200mm/min durchgeführt und die Belastung wird gespeichert. Die maximale gespeicherte Belastung soll mindestens 1.5N/15mm Schweißnaht entsprechen. Sollte die Belastung auf einer Schweißnaht niedriger sein, ist die Verpackung als nicht konform betrachtet.
Außerdem muss der Prüfbericht mindestens die folgenden Informationen beinhalten:
Das Datum
Die Identifizierung des getesteten Produkts
Die maximale Beständigkeit für eine Breite von 15mm
Das benutzte Messgerät
Den Speicherzyklus des Geräts
War das äußerstes Ende des Musters festgehalten
Die benutzte Norm
Die Kurve der Entwicklung der gemmesten Kraft
ASTM F88
Diese Norm bietet den Vorteil, dass sie für mehrere Anwendungen benutzt werden kann (z.B.: Adhäsion von starren und flexiblen Materialien) und sie geht auf relevante technische Punkte ein, die nicht in der vorherigen Norm stehen (Mittlere Kraft, unterschiedliche Prüftechniken usw.). Jedoch ist keine minimale zu beachtende Kraft für den Halt der Schweißnaht erwähnt.
Unterschiedliche vorgeschlagene Techniken:
Mehrere mögliche Probenbreite:
25 mm (0.984 in)
15 mm (0.591 in) -> entspricht den Standard EN868-5
25.4 mm (1 in)
Außerdem sind mehrere Zuggeschwindigkeiten möglich: von 200 bis 300 mm/min (8 bis 12 in/min).
Die Art und Weise das Probestück zu halten ist genauer beschrieben:
Eine Länge von 76 mm (3 in) ab der Schweißnaht für jede Seite des Probestückes wird empfohlen (kann je nach benutzte Klemmbackensorte verkürzt werden)
Den ursprüngliche Abstand zwischen den Klemmbacken wird empfohlen (10mm für sehr elastische Materialien und 25mm für die anderen)
Das Probestück soll in der Mitte der Klemmbacken zentriert werden und keine Vorspannung soll ausgeübt werden. Der Abzug muss senkrecht zur Zugachse sein.
Der Bericht soll folgende Ergebnisse dokumentieren:
Maximale Spannung in N/m oder lb/in
Bruchverhalten des Probestückes (Schweißen, Material an der Schweißebene, Entlaminierung, Bruch des Materials, Verlängerung, Verlängerung des Schweißens)
Mittlere Spannung (optional) zwischen 10% und 90% der Probe
Spannungskurve
Identifizierung des Probestückes
Die benutze Prüfmaschine
Testbedingungen
Testgeschwindigkeit
Breite des Probestückes
Art der Haltung der Lasche
Anzahl der getesteten Produkte
Vergleich der 2 Standards:
EN 868-5
ASTM F88
Probestücke
15
25mm, 15mm oder 1in
Maschinegeschwindigkeit
200 mm/min
200 bis 300 mm/min
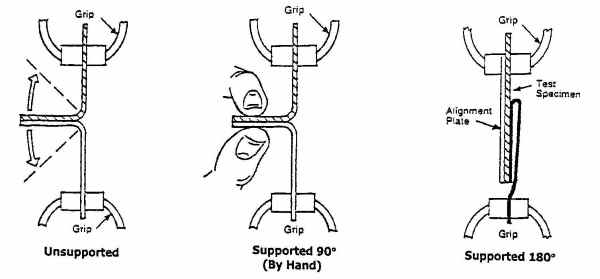
Testtechnik
Festgehaltene Lasche, oder nicht
Nicht festgehaltene Lasche,
festgehaltene bei 90° oder 180°
Ergebnisse
Maximale Spannung mit einem Minimum
Option: maximales und mittleres
Bruchverhalten
Diese zwei Standards unterscheiden sich in den benutzten Probestücken und der Geschwindigkeit. Jedoch sind die Ergebnisse in der Verwendung für diese zwei Normen ähnlich. Besonders können die Ergebnisse vergliechen werden, wenn die Abzugskraft auf die Produktbreite normiert wird d.h. in N/mm.
 Damit medizinische Verpackungen die Sterilität Ihres Inhaltes gewährleisten, müssen sie eine große Anzahl von Anforderungen entsprechen. Eine dieser Anforderungen ist die Dichthaut der Verpackung zu testen.
Damit medizinische Verpackungen die Sterilität Ihres Inhaltes gewährleisten, müssen sie eine große Anzahl von Anforderungen entsprechen. Eine dieser Anforderungen ist die Dichthaut der Verpackung zu testen.  In dem Bereich der medizinischen Verpackungen gilt der Standard ISO 11607 (Validierung von Verpackungsprozessen für Medizinprodukte). Dieser Standard ist die Richtlinie für die Validierung medizinischer Verpackungen und ist für das Erhalten der CE-Kennzeichnung notwendig. In den USA ist er auch FDA-anerkannt. Wenn eine Verpackung dieser Norm entspricht, ist es die Garantie, dass das beinhaltete Objekt bis zu seiner Anwendung steril und geschützt bleibt. Die Hauptanforderungen dieses Standards sind Stabilitätsprüfungen, Resistenztests, Tests der Unversehrtheit und der dynamischen Leistung.
In dem Bereich der medizinischen Verpackungen gilt der Standard ISO 11607 (Validierung von Verpackungsprozessen für Medizinprodukte). Dieser Standard ist die Richtlinie für die Validierung medizinischer Verpackungen und ist für das Erhalten der CE-Kennzeichnung notwendig. In den USA ist er auch FDA-anerkannt. Wenn eine Verpackung dieser Norm entspricht, ist es die Garantie, dass das beinhaltete Objekt bis zu seiner Anwendung steril und geschützt bleibt. Die Hauptanforderungen dieses Standards sind Stabilitätsprüfungen, Resistenztests, Tests der Unversehrtheit und der dynamischen Leistung.