Abziehprüfungen für sterilisierte medizinische Verpackungen – Norm ISO 11607-1 und 2
455 Aufrufe
Um die Sterilität der darin enthaltenen Gegenstände zu gewährleisten, müssen medizinische Verpackungen eine Reihe mechanischer Anforderungen erfüllen. Eine dieser Anforderungen ist die Qualität der Schweißnaht, die die Dichtheit dieser Verpackungen sicherstellt.
Es gibt verschiedene Methoden zur Prüfung der Schweißnahtqualität; eine der wichtigsten ist die Schälprüfung (oder Trennprüfung) der beiden Materialien, aus denen die Verpackung besteht. Vereinfacht gesagt geht es dabei darum, die Kraft zu messen, die erforderlich ist, um die beiden Materialien voneinander zu trennen – dies entspricht der Kraft, die zum Öffnen des Beutels oder der Verpackung benötigt wird.
Im Bereich der medizinischen Verpackungen werden diese Prüfungen durch die Norm ISO 11607 (Verpackungen für endsterilisierte Medizinprodukte) vorgeschrieben. Diese Norm ist die wichtigste Richtlinie für die Validierung sterilisierter medizinischer Verpackungen und für die Erlangung der CE-Kennzeichnung erforderlich. Sie wird auch von der FDA in den Vereinigten Staaten anerkannt. Eine Verpackung, die dieser Norm entspricht, garantiert, dass der darin enthaltene Gegenstand bis zu seiner Verwendung steril und geschützt ist. Die wichtigsten Anforderungen dieser Norm sind Prüfungen hinsichtlich Stabilität, Festigkeit, Unversehrtheit und dynamischer Leistungsfähigkeit.
Ein Teil der Norm betrifft die Festigkeit der Schweißnaht der Verpackung. Insbesondere ist vorgesehen, eine Schälprüfung der Schweißnaht durchzuführen.
Gemäß der Norm sind zwei Prüfverfahren zulässig:
In Europa: EN 868-5 (Anhang D) – Materialien und Verpackungssysteme für endsterilisierte Medizinprodukte – Teil 5: Heißsiegelbare Beutel und Hüllen, bestehend aus einer porösen Materialseite und einer Kunststofffolienseite – Anforderungen und Prüfverfahren
In den USA: ASTM F88 – Standard-Prüfverfahren zur Bestimmung der Siegelfestigkeit von flexiblen Barrierematerialien
Diese beiden Messmethoden sind relativ ähnlich, weisen jedoch Unterschiede hinsichtlich der Testdurchführung, der Darstellung der Ergebnisse und der Akzeptanzkriterien auf.
EN868-5 – Anhang D
Dabei wird ein 15 mm breiter Streifen aus der Verpackung herausgeschnitten und die beiden Materialien mit Hilfe einer Zugprüfmaschine voneinander getrennt. Der ausgeschnittene Streifen muss senkrecht zur Schweißnaht verlaufen. Von jeder Schweißnaht der Verpackung ist in der Mitte der Schweißnaht eine Probe zur Prüfung zu entnehmen.
Wenn der Beutel beispielsweise folgende Form hat:
Die Zugtests werden dann mit einer Zuggeschwindigkeit von 200 mm/min durchgeführt, und die Kraft wird aufgezeichnet. Die aufgezeichnete Maximalkraft muss mindestens 1,5 N pro 15 mm Schweißnaht betragen. Liegt diese Kraft bei einer der Schweißnähte darunter, gilt die Verpackung als nicht konform.
Der Prüfbericht muss darüber hinaus mindestens folgende Angaben enthalten:La date
Bezeichnung des Prüfobjekts
Maximaler Widerstand bei einer Breite von 15 mm
Verwendetes Messgerät
Abtastrate des Messgeräts
Wurde das Ende der Probe fixiert oder nicht?
Verwendete Prüfnorm
Kurve des Verlaufs der gemessenen Kraft
ASTM F88
Diese Norm hat den Vorteil, dass sie auf mehr Fälle anwendbar ist als die vorherige (Beispiel: Verbindung von flexiblen und starren Werkstoffen) und relevante technische Aspekte behandelt, die in der vorherigen Norm nicht berücksichtigt wurden (durchschnittliche Kraft, verschiedene Prüfverfahren …). Allerdings gibt sie keine Mindestkraft an, die für die Haltbarkeit der Schweißnaht einzuhalten ist.
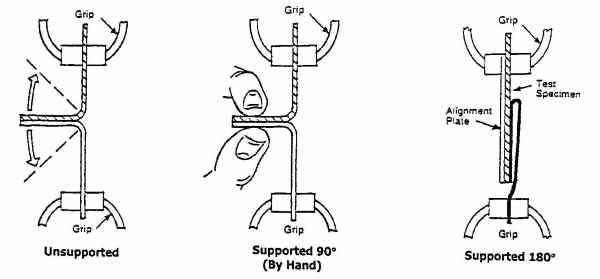
Die verschiedenen angebotenen Techniken :
Es sind auch verschiedene Musterbreiten möglich:
25 mm (0.984 in)
15 mm (0.591 in) wie in der Norm EN868-5
25.4 mm (1 in)
Außerdem sind mehrere Zuggeschwindigkeiten möglich: 200 bis 300 mm/min (8 bis 12 in/min)
Die Art und Weise, wie die Probe gehalten wird, wird genauer beschrieben:
Für jede Lasche der Probe wird eine Länge von 76 mm (3 Zoll) ohne Schweißnaht empfohlen (kann je nach Art der verwendeten Backen gekürzt werden)
Es wird der ursprüngliche Abstand zwischen den Backen empfohlen (10 mm für sehr elastische Werkstoffe und 25 mm für alle anderen)
Die Probe muss in der Mitte der Backen zentriert sein, und es darf keine Vorspannung ausgeübt werden. Die Schweißnaht muss senkrecht zur Zugachse verlaufen
Die im Bericht anzugebenden Ergebnisse:
Die maximale Kraft in N/m oder lb/in
Die Art des Bruchs des Prüflings (Schweißnaht, Material an der Schweißnaht, Delaminierung, Materialbruch, Dehnung, Dehnung der Schweißnaht)
Die durchschnittliche Kraft (optional) zwischen 10 % und 90 % der Prüfung
Die Kraftkurve
Identifizierung der Probe
Die verwendete Prüfmaschine
Prüfbedingungen
Prüfgeschwindigkeit
Breite der Probe
Art der Laschenbefestigung
Anzahl der geprüften Proben
Vergleich der beiden Normen :
Probenabmessungen
15 mm
25 mm, 15 mm oder 1 in
Geschwindigkeit
200 mm/min
200 zu 300 mm/min
Prüftechnik
Lasche befestigt oder nicht
Lasche bei 90° oder 180° befestigt, oder nicht
Ergebnisse
Maximale Anstrengung (mit einem Min)
Maximale und durchschnittliche Kraft (optional). Bruchmodus
Obwohl sich diese beiden Normen hinsichtlich der verwendeten Proben und der Geschwindigkeiten unterscheiden, zeigt sich in der Praxis, dass man bei beiden Normen zu ähnlichen Ergebnissen gelangt. Insbesondere bei der maximalen Belastung, bezogen auf die Breite der Probe, lassen sich die Ergebnisse nicht nach der Geschwindigkeit oder der Breite der Ausgangsprobe unterscheiden.
Beispiele für Geräte, mit denen solche Prüfungen durchgeführt werden können:







 Um die Sterilität der darin enthaltenen Gegenstände zu gewährleisten, müssen medizinische Verpackungen eine Reihe mechanischer Anforderungen erfüllen. Eine dieser Anforderungen ist die Qualität der Schweißnaht, die die Dichtheit dieser Verpackungen sicherstellt.
Um die Sterilität der darin enthaltenen Gegenstände zu gewährleisten, müssen medizinische Verpackungen eine Reihe mechanischer Anforderungen erfüllen. Eine dieser Anforderungen ist die Qualität der Schweißnaht, die die Dichtheit dieser Verpackungen sicherstellt. Im Bereich der medizinischen Verpackungen werden diese Prüfungen durch die Norm ISO 11607 (Verpackungen für endsterilisierte Medizinprodukte) vorgeschrieben. Diese Norm ist die wichtigste Richtlinie für die Validierung sterilisierter medizinischer Verpackungen und für die Erlangung der CE-Kennzeichnung erforderlich. Sie wird auch von der FDA in den Vereinigten Staaten anerkannt. Eine Verpackung, die dieser Norm entspricht, garantiert, dass der darin enthaltene Gegenstand bis zu seiner Verwendung steril und geschützt ist. Die wichtigsten Anforderungen dieser Norm sind Prüfungen hinsichtlich Stabilität, Festigkeit, Unversehrtheit und dynamischer Leistungsfähigkeit.
Im Bereich der medizinischen Verpackungen werden diese Prüfungen durch die Norm ISO 11607 (Verpackungen für endsterilisierte Medizinprodukte) vorgeschrieben. Diese Norm ist die wichtigste Richtlinie für die Validierung sterilisierter medizinischer Verpackungen und für die Erlangung der CE-Kennzeichnung erforderlich. Sie wird auch von der FDA in den Vereinigten Staaten anerkannt. Eine Verpackung, die dieser Norm entspricht, garantiert, dass der darin enthaltene Gegenstand bis zu seiner Verwendung steril und geschützt ist. Die wichtigsten Anforderungen dieser Norm sind Prüfungen hinsichtlich Stabilität, Festigkeit, Unversehrtheit und dynamischer Leistungsfähigkeit.



Hinterlassen Sie einen Kommentar
Melden Sie sich an, um Kommentare zu posten